江西质量鉴定评估机构
第三方产品质量鉴定评估服务机构
全国服务热线19070970339
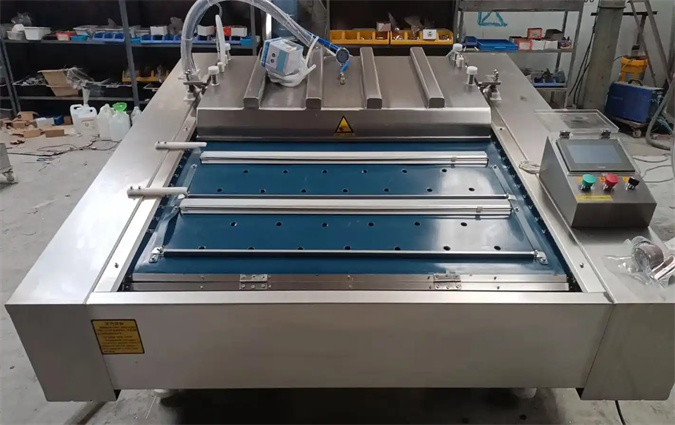
滚动式真空包装机作为食品、医药、电子等领域的核心包装设备,其性能直接决定产品保质期、安全性与市场合规性。随着消费升级与监管趋严,设备真空度不足、密封失效、运行故障等质量问题频发,不仅导致企业生产中断、成本损耗,更可能引发食品安全事故或产品召回风险。例如食品行业中,真空度不达标会导致包装内残留氧气超标(超过 1% 安全阈值),加速食品氧化变质;医药领域则可能因密封性能缺陷破坏无菌环境,违反 ISO 13485 质量管理体系要求。在此背景下,专业质量鉴定成为设备采购验收、故障责任认定、合规性审核的关键环节,为行业健康发展提供技术保障。
滚动式真空包装机质量鉴定的覆盖范围兼具广度与深度,具体包括:
设备类型:涵盖工业级连续式滚动包装机、半自动滚动式设备及定制化专用机型,重点针对食品加工(符合 FDA 21 CFR 177.1520)、医疗器械(满足 ISO 11607-1)、电子元件防潮封装等场景的设备;
核心组件:真空泵、热封机构、密封胶条、电气控制系统、输送带传动装置等关键部件;
应用场景:设备出厂验收、采购质量验证、在用设备定期维保评估、故障纠纷鉴定(如封口断裂、真空度不达标等问题溯源)。
质量鉴定需严格遵循国家标准与国际规范,核心参考标准包括:
国内标准:GB/T 30866-2014《包装机械 真空包装机》规定设备技术要求与检验规则;GB 4706.1-2005 明确电气安全指标(绝缘电阻≥100MΩ、接地阻抗≤0.1Ω);GB/T 14251-2017 规范真空度、抽气速率等核心性能参数;
国际标准:ISO 11607-1:2019(医用无菌包装要求)、ASTM F88(热封强度测试方法)、IEC 61010-1(电气安全测试规范);
行业专项要求:食品接触材料需符合 GB 4806.1-2016 安全标准,防爆型设备需满足相关防爆等级认证。
鉴定过程采用量化检测与定性分析相结合的方法,核心技术包括:
真空性能检测:通过四级旋片真空计(精度 0.25 级)测定极限压力值与波动范围,静态测试维持 30 分钟波动值≤5%,动态抽气曲线分析达到设定值的时间容差 ±3%;
密封性能评估:采用双模量法,先以 30kPa 压差进行负压衰减法测试(压力变化率≤0.5kPa/min),再通过色水浸透法观察 60 分钟无渗透,验证封口泄漏率;
热封强度测试:依据 ASTM F88 标准制备 15mm 宽试样,以 300mm/min 速率进行 180° 剥离试验,要求峰值力值≥50N/15mm;
机械与电气检测:机械耐久性测试模拟连续 8 小时满载运行,考核输送带定位误差(≤±0.5mm)与循环周期稳定性(CV 值≤2%);电气安全检测涵盖 1500V/60s 耐电压测试、绝缘电阻与接地连续性验证;
故障溯源分析:通过红外测温仪检测热封温度均匀性,使用气相色谱仪分析包装内残留氧含量,结合设备运行日志排查真空泵磨损、加热条故障等问题。
专业质量鉴定遵循严谨规范的流程,确保结果客观公正:
委托受理:明确鉴定目的(如采购验收、故障维权)、设备参数与使用场景,签订鉴定协议;
现场勘查:核查设备型号、运行状态、维护记录,采集真空泵油样、密封胶条等物证,记录故障现象(如真空度低、封口不平);
样本制备与检测:选取代表性包装材料(如复合膜、铝箔袋)进行模拟包装测试,使用专业仪器测定核心指标,同步记录数据;
标准比对与分析:将检测数据与国标、行标及设备技术说明书比对,分析质量问题成因(如真空度低可能源于泵油污染、密封漏气或抽气时间不足);
报告出具:明确鉴定结论(合格 / 不合格)、问题根源及责任归属,附检测数据、仪器校准证书等佐证材料,为纠纷处理提供法律依据。
案例 1:食品厂真空包装机密封失效鉴定
背景:某肉类加工厂采购的滚动式真空包装机使用 3 个月后,出现包装袋封口开裂、食品变质问题,企业与设备供应商就质量责任产生争议;
鉴定过程:依据 GB/T 30866-2014 标准,对设备热封温度精度、密封压力均匀性及封口强度进行检测,发现热封条局部温度偏差达 ±5℃,封口剥离强度仅 32N/15mm(低于 50N/15mm 标准),且密封胶条存在老化龟裂现象;
结论:设备热封机构设计缺陷与易损件质量不达标导致密封失效,判定供应商承担维修更换责任,需更换高精度热封条与食品级密封胶条,并进行整机校准。
案例 2:医疗器械厂真空度不达标鉴定
背景:某医疗器械企业新购滚动式真空包装机,用于无菌敷料包装,检测发现包装内残留氧含量达 3.2%,不符合 ISO 11607-1 标准要求(≤1%);
鉴定过程:通过真空计检测发现设备极限真空度仅 0.07MPa(低于设计值 0.09MPa),进一步排查确认真空泵旋片磨损、抽气过滤器堵塞,导致抽气速率不足(实测 15m³/h,标准要求≥20m³/h);
结论:设备核心部件(真空泵)存在质量缺陷,供应商需更换原厂真空泵并进行气密性调试,确保真空度与残留氧含量达标。
联系电话
微信扫一扫









